The founder of MCI was Jeep Harned, and I was thrilled to receive the following email from Jeep Harned's daughter Debbie a few years ago:
Hi Rod:
I certainly enjoy your stories. MCI UK was full of characters.
Again, your work on this web site is magnificent. My Dad would be pleased to no end, as I'm certain Gus would be. Thank you for keeping that piece of music history alive. Your efforts are heroic.
Fondly,
Debbie Harned Lamar
An American company, MCI, based in Fort Lauderdale, Florida, was chosen by Gus to supply all the tape machines and the large mixing console for The Mill. One reason for this was the story of when Gus was working at The Chateau in France. He walked through the studio into the control room as the band was playing and couldn't get over how close the sound in the control room matched the live sound in the studio. The desk, an MCI JH400 was the best he'd heard and he was then hooked on MCI. The order for The Mill was the biggest MCI package sold outside of the USA at the time. All the equipment was customised with new paint colours and all housed in exotic veneered wooden cabinets.
MCI tape machines
The tape machines in the Mill control room were lined up neatly along the back wall and were all visible in a sort of head up display, reflected in the angled glass window when looking into the studio.
They were all MCI machines and contrary to popular gossip at the time, worked not only well but showed very little drift over time after being set up, due no doubt to the initial alignments being correct and subsequent wear patterns being symmetrical and even.
The multitrack was carefully aligned and checked each day during sessions, and so long as nobody fiddled with it (the technical engineer's curse), drifted typically by less than half a db on a few tracks over a month.
The 24 track machine was a JH16, and had the "Flux-Track" option fitted which was a stepped attenuator on each track in the electronics drawers which raised/lowered the input/output levels by half db steps, so that the machine alignments need not be altered for different flux levels of tapes. There was a spate of deck-warping on MCI machines in the late 70s due to the laminations of aluminium being poorly glued together, however the Mill machines nevert suffered from this. Despite having been well used in its life, the head wear pattern was exceptionally even on both heads, and high frequency tones played back solidly across all tracks.

The multitrack noise reduction was handled by three Dolby rack units mounted at head height at the rear of the room, and gave simultaneous encode/decode functions. They were neatly wired and could be easily hinged down for inspection or to retrieve the odd recreational drug stash.
Next to the multitrack were two four track machines and then three two track machines, one of which had a decimal counter and the other two which counted in minutes and seconds. Lots of wrong entries for tape timings ensued, however this was not a problem as very few people noticed.
All five of the two and four track tape machines were housed in custom made brass and ash cabinets with simultaneous Dolby encoding & decoding performed by the full complement of A316 units fitted in the space underneath each deck. There was one minor problem caused by people leaning against the tape machines and accidentally altering the switch positions. This was cured by fitting custom made smoked Perspex covers which clipped on to the electronics drawer handles.
The two track machines could be converted to half inch operation for mastering at 30ips.
Under the ownership of Jimmy Page, there was often the need for different machines, and others were wheeled in when they were needed, including Jimmy's 3M two inch 24 track and Bill Wyman's 8 Track used for copying the backing tracks of "Je Suis".
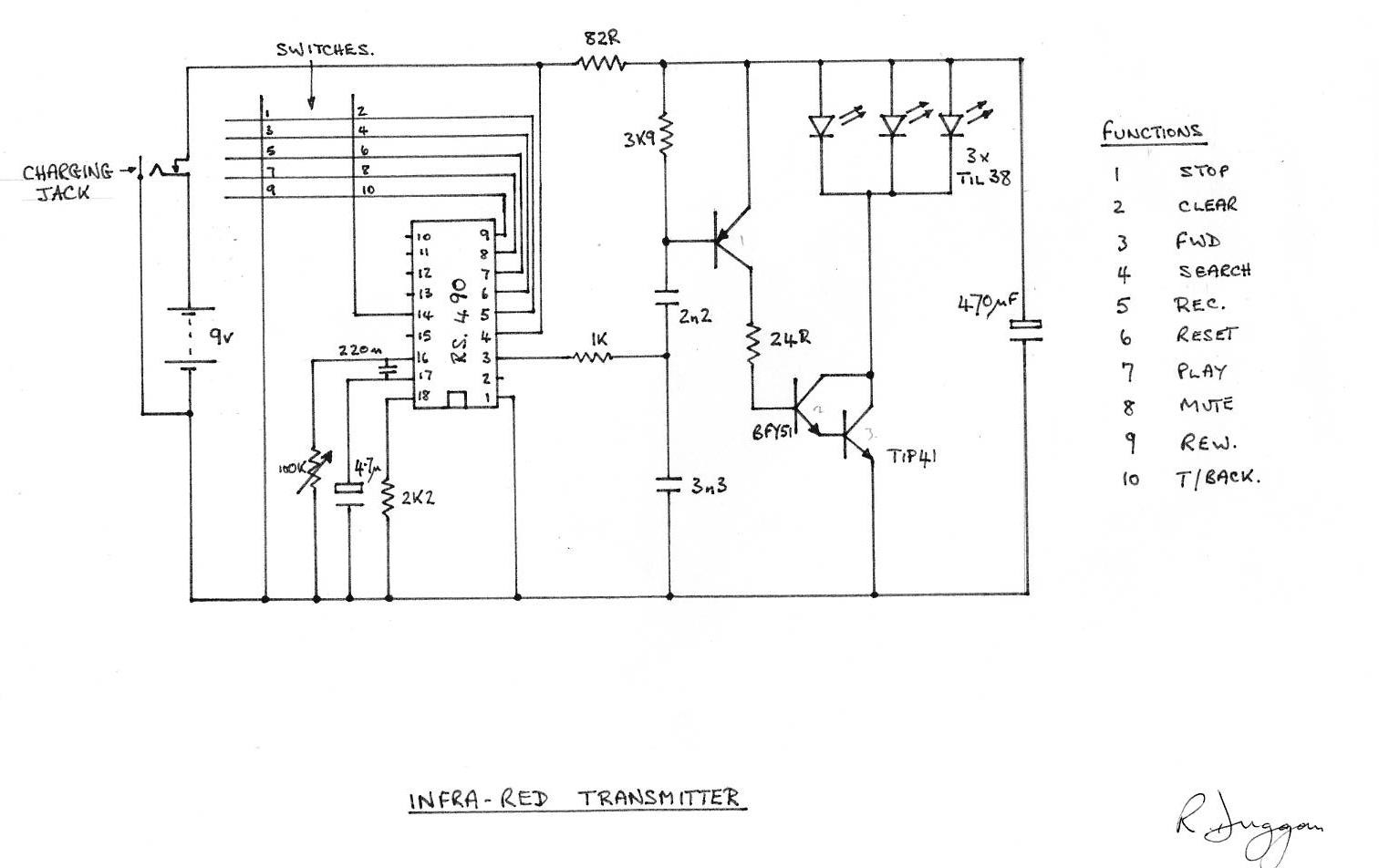
There were wired remotes for all tape machines at each end of the recording console, as well as the traditional MCI Autolocator for the multitrack machine. Gus wanted to be able to control the multitrack whilst leaning back in his chair, and I designed and built a small battery powered infrared remote controller box which not only worked the multitrack and autolocator but also the talkback functions as well.
The design sheet for this can be found
MCI Console
The recording console was the first MCI JH500 in the UK. It is serial number 002 and is still in use today. Gus & Phil started a long business connection with Jeep Harned of MCI who designed the JH500 console to Gus's requirements. The op-amps run off +/- 37volts which gave the desk enormous headroom, and the design is very simple but extremely flexible in its use, giving an unusually short and clean signal path. The result is a sound quality borne in the golden age of analogue audio design by a music and recording enthusiast, that many would argue has never been equalled since. Equalisers used real inductors, mic amps have real transformers.
It was an "inline desk" meaning that monitor and recording sections shared the same channel strip. Traditionally desks had been built with the monitor section and recording section in separate areas of the desk, and as channels and groups increased in number, desks were becoming too large. This new development (attributed to Dave Harrison of MCI who later went on to start his own company, Harrison Consoles in Nashville) made the console deeper as each channel strip now had more electronics, but not as wide, enabling the engineer and producer to remain more central in the stereo sweet spot.
Fader Automation
There was VCA automation in the console, fitted later after delivery, but early desk automation was unreliable as it had lots of discrete 74 series TTL logic chips, which consumed power, got hot and went bad on a regular basis. The DC voltage signals from each channel and group fader along with mute button status were encoded into an audio bandwidth data stream which was then recorded onto one track of the multitrack recorder. This track was subsequently played back and the bitstream was then decoded into voltages to drive the VCAs to their previous levels (hopefully!). The next mix pass was done using the played back bitstream modified with any new fader movements and this was then encoded and recorded onto a second track of the multitrack recorder. The next mix pass was a repeat of this but playing back the second track and over-writing the first track. And so on until the mix was finished. Problems included slow drifting of fader movements in time, levels occasionally becoming wrong, and odd muting. There was no motorised fader movement, so when things went wrong it may not be noticed if subtle, until later on in the mix, all depending on the level of tiredness, fatigue or drug use of the engineer/producer. Many other automation systems existed at the time, all of which worked in a similar unpredictable way. Gus tried it once and then abandoned it, preferring several hands on the faders and human interaction during mixing sessions.
Customisation
The console was built into a custom made wooden "L" shaped desk, with veneered side legs and a desk return to the right which housed the Thorens turntable with SME arm and Shure V15 cartridge under a flush lid, and the outboard equipment underneath (there wasn't the rack full of toys, Gus reckoned the MCI desk had all the effects he needed). Above the top was a meter panel with auxiliary send VU meters, EMT reverb remotes and cue lights for the phone. Later the I fitted an ultra-low capacitance guitar cable link into this panel for control room guitarists with an amplifier in the studio.
The checkout engineer for this particular console at MCI was Larry Lamoray, who kindly sent me an email detailing the pre-delivery history of this console, which I kept for inclusion on this page but unfortunately has now been lost due to several Outlook/Thunderbird updates on the computer. Larry if you read this, please re-send the details!
Custom gadgets
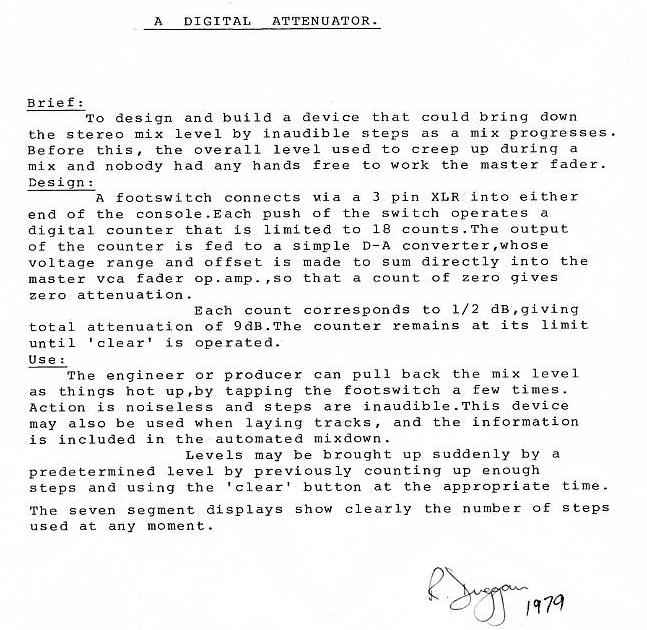
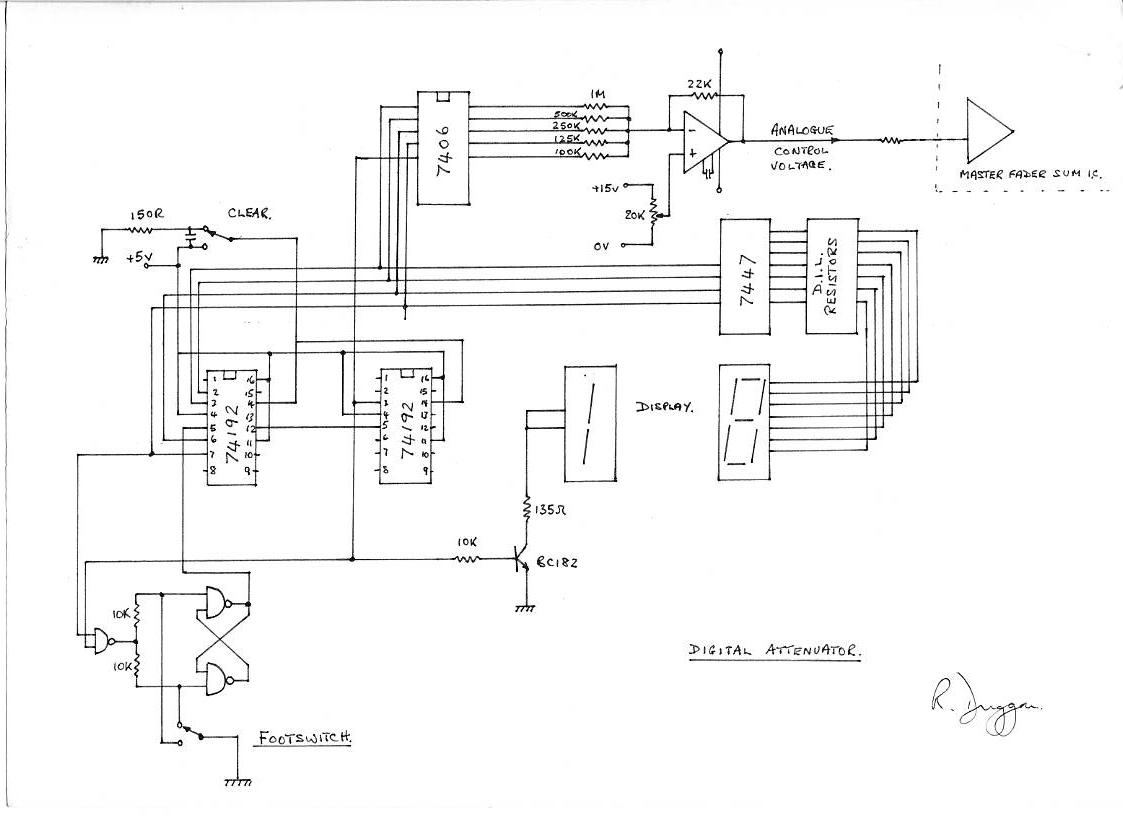
A digital attenuator
Gus found a regular issue when mixing, in that he would push levels up and up during the mix but never had a hand free to bring the master fader down to keep the overall level from going too high. The result was often finished mixes where the poor VU meter needles suffered a severe battering at the end of the track. The solution we came up with was a custom designed digital fader (in 1979!) designed by myself which Gus loved. It consisted of a small foot switch connected to the left leg of the console underneath the faders, which when pressed each time brought the main VCA fader down by half a db, inaudible in operation but with 16 steps which gave a final reduction of 8dB. There was a two digit LED display in the console showing how many steps had occurred, and this could be reset by a small button underneath the display and the gain reverted back to zero.
The design details for this can be found
here.
{kind=link}
{kind=link}
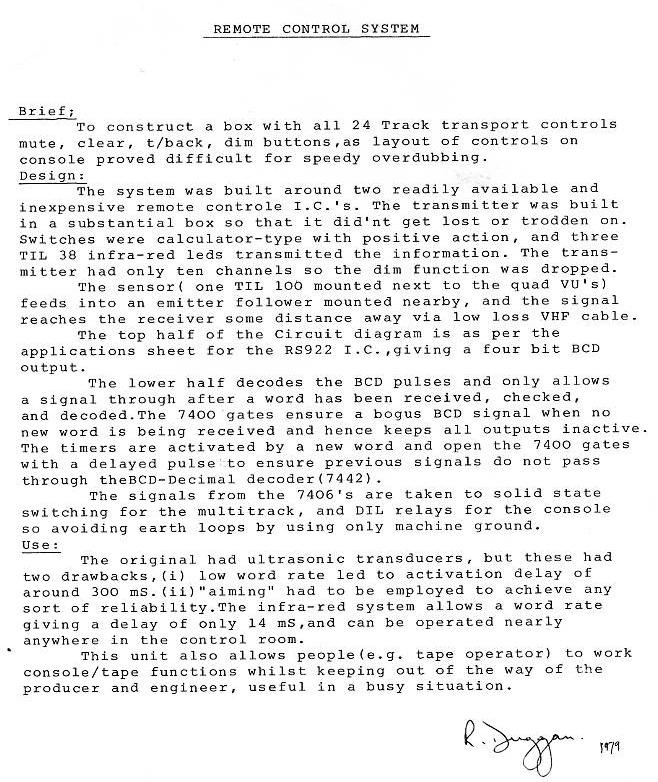
MCI Infra Red remote control
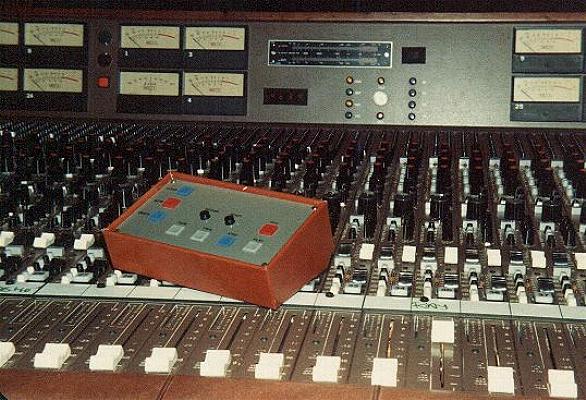
Another innovation was the infra-red remote to operate the multitrack machine and console talkback facility. Despite there being an MCI Autolocator at the right hand end of the console and rows of tape machine transport buttons on the left hand end of the console, Gus wanted a remote. The first one I built was with an ultrasonic emitter which gave poor performance so it was re-designed with infra-red emitters instead. At the first try-out, Gus was looking at the emitters on the remote and pressed a button. The signal reflected off his glasses and was picked up on the meter bridge which instantly sent the multitrack machine into play. It was used regularly after that.
The design details for this can be found
here.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
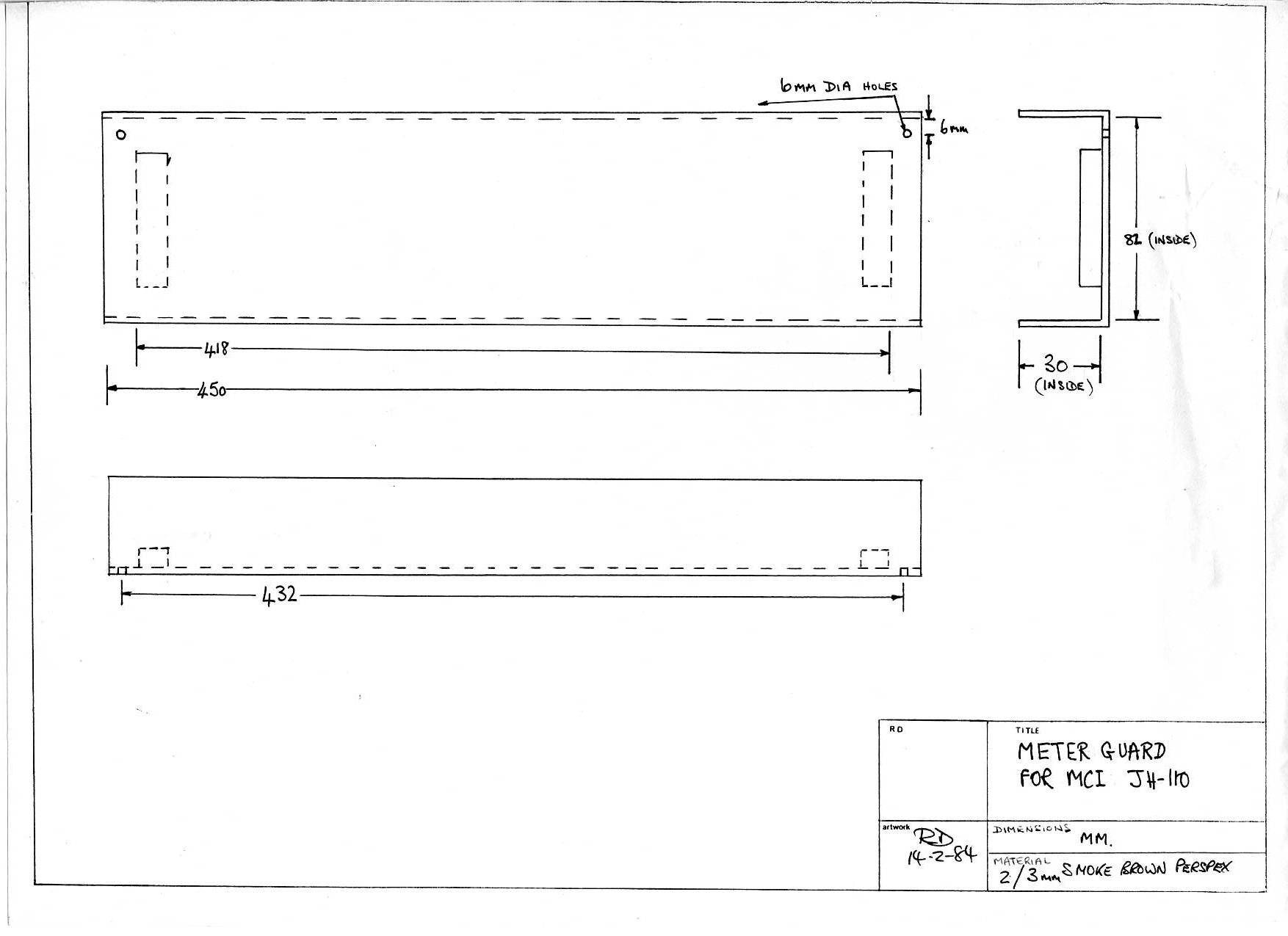
MCI Perspex guards

A favourite area for leaning against at the back of the control room was the five MCI tape machines, and the toggle switches on the electronics panels would get mistakenly operated or even bent and broken by an errant backside every now and then. I had some thick smoked perspex panels made which clipped over the electronics panel handles and protected the switches and meters whilst allowing sight of the meters and indicators.
The technical drawing is
here.
(The drawing is dated 1984 which was done some years later when I ran my own studio design and installation company and was planning to make and sell these covers.)
{kind=link}